.png)
.png)
As the pharmaceutical industry continues to innovate and expand, the need for precise, reliable, and secure packaging solutions has never been more critical. Ensuring the safety and integrity of pharmaceutical products is not only a regulatory requirement but also a fundamental aspect of maintaining public health and trust. This press delves into the advanced strategies, technologies, and research efforts driving the evolution of pharmaceutical packaging, highlighting its crucial role in safeguarding patient well-being.
The Critical Role of Pharmaceutical Packaging
Pharmaceutical packaging serves multiple vital functions, from protecting products against contamination and degradation to ensuring accurate dosing and facilitating proper administration. The complexities involved in packaging design, material selection, and compliance with global regulatory standards require a high level of precision and expertise.
Recent incidents involving counterfeit drugs, contamination, and product recalls have underscored the importance of robust packaging solutions. In response, pharmaceutical companies are investing heavily in research and development to enhance packaging safety, extend product shelf life, and improve patient outcomes.
Innovations in Pharmaceutical Packaging: A Research-Driven Approach
The pharmaceutical packaging industry is undergoing a transformative phase, driven by advancements in materials science, digital technology, and regulatory compliance. Key innovations include:
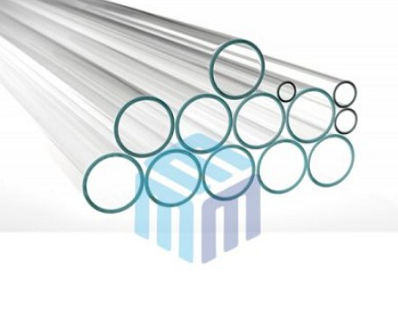
1. Advanced Barrier Materials
Recent research in materials science has led to the development of advanced barrier materials that provide superior protection against moisture, light, and oxygen degradation. These materials enhance the shelf life of pharmaceutical products, ensuring their efficacy and safety for extended periods.
2. Smart Packaging Technologies
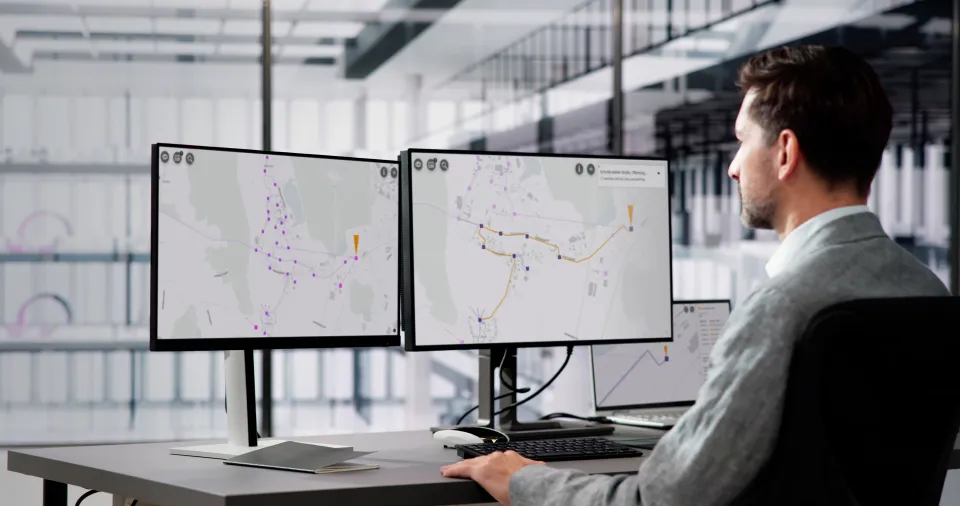
Smart packaging technologies are revolutionizing the way pharmaceutical products are monitored and managed. These technologies include embedded sensors, RFID tags, and QR codes that provide real-time data on product conditions, such as temperature, humidity, and tampering.
Recent studies highlight the potential of these technologies to improve supply chain transparency and reduce the risk of counterfeit drugs entering the market. By integrating smart packaging with blockchain technology, pharmaceutical companies can create an immutable record of a product's journey from manufacturer to patient, ensuring its authenticity and integrity.
3. Child-Resistant and Senior-Friendly Designs
Safety is paramount in pharmaceutical packaging, particularly in preventing accidental ingestion by children while ensuring ease of use for seniors. Research in ergonomic design and human factors engineering has led to the development of packaging solutions that are both child-resistant and senior-friendly.
Recent advances include the use of dual-layer packaging with simple push-and-turn mechanisms, as well as packaging that requires multiple, deliberate actions to access the contents. These designs are rigorously tested to meet international safety standards while remaining accessible to the elderly and those with physical limitations.
Regulatory Compliance and Global Standards
Compliance with global regulatory standards is a cornerstone of pharmaceutical packaging. Packaging must adhere to stringent guidelines set by regulatory bodies such as the U.S. Food and Drug Administration (FDA), the European Medicines Agency (EMA), and the World Health Organization (WHO).
Recent regulatory updates emphasize the importance of serialization, a process that assigns a unique identifier to each product package. Serialization helps track and trace pharmaceutical products throughout the supply chain, preventing counterfeiting and ensuring that only legitimate products reach patients.
Pharmaceutical companies are investing in advanced serialization technologies, such as 2D barcodes and data matrix codes, which are capable of storing large amounts of data in a compact format. These technologies are integral to meeting regulatory requirements and maintaining the integrity of the global pharmaceutical supply chain.
Sustainability in Pharmaceutical Packaging
The growing emphasis on sustainability is driving innovation in pharmaceutical packaging. Companies are increasingly adopting eco-friendly materials and practices to reduce their environmental footprint.
Recent research focuses on biodegradable and recyclable packaging materials that meet regulatory standards without compromising product safety.
One notable development is the use of plant-based plastics and biopolymers, which offer a sustainable alternative to traditional petroleum-based plastics. These materials are designed to degrade more quickly in the environment, reducing the impact of pharmaceutical packaging waste.
Furthermore, pharmaceutical companies are exploring the use of lightweight packaging solutions that minimize material usage and reduce transportation costs. This not only contributes to sustainability goals but also enhances the overall efficiency of the supply chain.
Conclusion: The Future of Pharmaceutical Packaging
The pharmaceutical packaging industry is at the forefront of innovation, driven by the need to ensure product safety, integrity, and compliance with ever-evolving regulatory standards. Through ongoing research and the adoption of cutting-edge technologies, the industry is poised to meet the challenges of the future while safeguarding patient health.
.png)










.png)













.webp)


















.jpg)
































.jpg)

.webp)